


NKỌWA:
Waya Arc Cored nke e tinyere n'ime mmiri dị ala
ỤDỊ:
AWS A5.23: ECM4 Submerged Arc Solid Waya bụ elektrọd waya nwere obere alloy maka ịgbado arc n'ime mmiri n'ime ngwa siri ike dị elu. AWS A5.23: ECM4 na-ezute kemịkalụ AWS A5.23 M4, e mekwara ya maka ọkwa ike nrụgide karịrị 110 ksi.
Ngwa Isi:
Ngwa ngafe otu na ọtụtụ ya nwere usoro arc flux a na-atụ aro, ígwè dị elu nke nwere obere alloy, ígwè Quench na Tempered, akụrụngwa dị arọ, ihe owuwu, akụkụ ụgbọ mmiri, ígwè a kpụrụ akpụ, arịa mmiri na nrụgide
HSLA na Q&T ígwè
Mmepụta ihe owuwu
Ịrụ ọrụ Jack-up rig
Okpokoro akụrụngwa dị arọ
Ogwe kreen
Atụmatụ:
Waya ígwè nwere ike inye ọnụego nkwụnye ego ka mma ma e jiri ya tụnyere waya siri ike na amperages yiri ya
Waya ndị e ji ígwè rụọ na-enye profaịlụ ntinye sara mbara ma e jiri ya tụnyere waya siri ike na paramita njikọta yiri ya.
Nkwụnye ike dị elu nke ukwuu yana ezigbo ike okpomọkụ dị ala na ọnọdụ dịka welded
Ihe achọrọ maka kemistri nkwụnye ego nke Weld bụ otu ihe ahụ dịka nke waya siri ike nke EM4.
NKỌWA AWS:
| Na Flux | Ọnọdụ | Nkọwapụta | Nhazi (Nkeji Omenala nke US) | Nhazi (Nkeji SI) |
| SWX 150 | Dị ka a na-agbakọta | A5. 23/A5 23M | F11A10-ECM4-M4 | F76A7-ECM4-M4 |
| Na Flux | %C | % Mn | %Si | %P | %S | % Cu | % Cr | % Ni | % ọnwa | %TI+V+Zr |
| SWX 150 | 0.06 | 1.45 | 0.27 | 0.012 | 0.010 | 0.06 | 0.31 | 2.25 | 0.47 | 0.02 |
Ihe mejupụtara waya kemịkalụ nkịtị:
| Na Flux | Haịdrojin A Na-agbasa |
| SWX 150 | 7.5 ml/100g |
ÀGWÀ MGBE A NA-AHỤKARỊ:
| Na Flux | Ọnọdụ | Ike ọdụdọ | Ike Mwepụta | Ogologo pasentị na 2" (50 mm) |
| SWX 150 | Dị ka a na-agbakọta | 113 ksi (779 MPa) | 106 ksi (731 MPa) | Pasentị iri abụọ |
| PWHT* | 104 ksi (717 MPa) | 97 ksi (669 MPa) | 8% |
Ụkpụrụ Mmetụta Charpy V-NOTCH A Na-ahụkarị:
| Na Flux | Ọnọdụ | Nkezi na -60°F (-50°C) | Nkezi na -80°F (-60°C) | Nkezi na -100°F (-70°C) |
| SWX 150 | Dị ka a na-agbakọta | 55 ft-lbs (75 J) | 60 f-bs (81 J) | 45 f-Ibs (61 J) |
| PWHT* | 57 f-lbs (77 J) | 45 ft-lbs (61 J) | — |
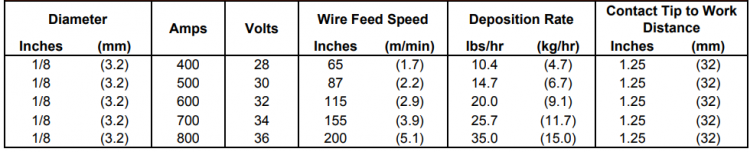
NJIKỌ ỌRỤ A NA-AHỤKARỊ:
Ngwaahịa Ndị Yiri Ya
-

E7018-1H4 obere elektrọd ịgbado ọkụ hydrogen
-
AWS ERCU Ọla kọpa Alloy ịgbado ọkụ waya ọla nchara...
-

Mkpanaka ịgbado ọkụ nke ígwè anaghị agba nchara E308L-17
-

E71T-1C/1M-PLUS A5.20, Carbon Steel Flux Cored ...
-

AWS ER309LSi igwe anaghị agba nchara waya ịgbado ọkụ MIG a...
-

Ịgbado ọkụ elektrọd AWS A5.4 E310Mo-16 igwe anaghị agba nchara ...